5 Questions with Gary Brown: Cross Hole Deburring
Swiss Precision Since 1961
1) What problems do burrs cause in finished products?
Hanging burrs and/or drill end caps can cause many downstream problems; including non-conforming parts, assembly failure, as well as gauge and measurement issues.
According to University of Kansas Prof. LaRoux Gillespie, in his book on the economics of deburring, “Burrs on parts worldwide cost an estimated $27 billion to $50 billion annually, not including lost revenue from rejected parts.”
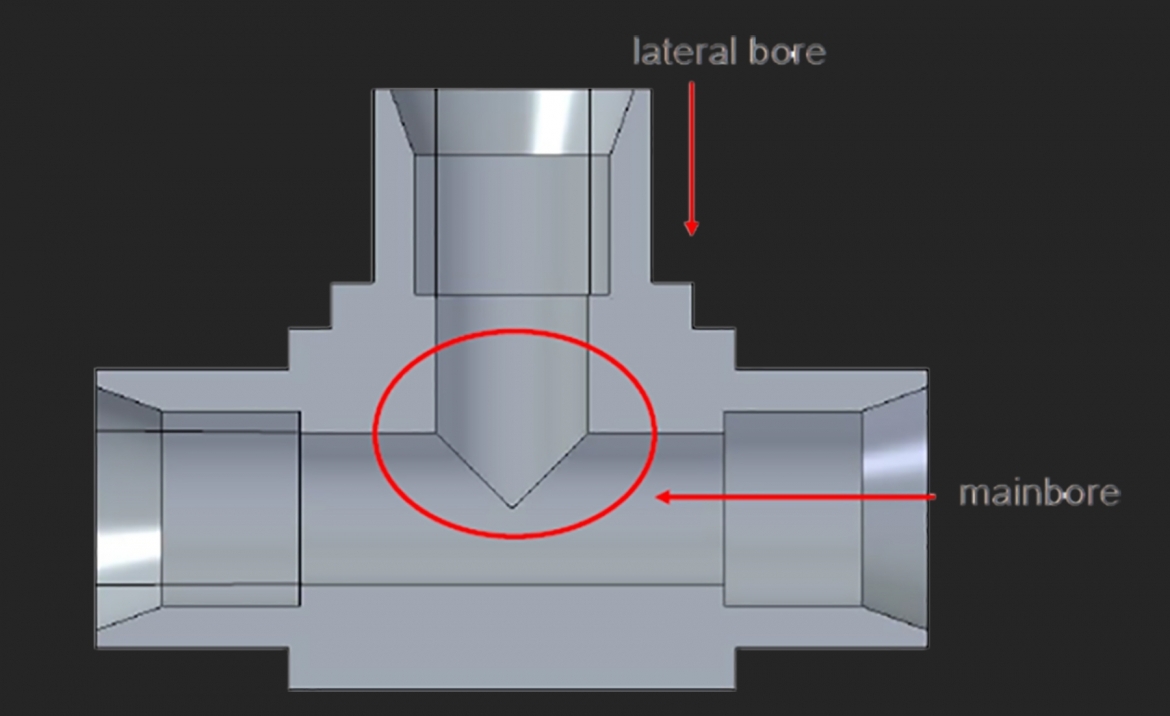
2) How big of a problem are burrs with parts with large cross sections?
Finished holes breaking into any uneven surface create a challenge for deburring but when in a cavity, burrs build up on the valley of the cross bore. These burr configurations can be 2x to 3x the size of a normal drill burr on a flat plate because the drill point breaks out at different times as it pushes through the cross-hole.
As the ratio of the cross bore gets closer to the center bore size, the angle inclination gets larger. For example, a 2:1 ratio creates an approximately 15° slope up and down along the exit hole. This slope then increases exponentially as the holes become closer to equal size. Offset holes also create the same issues.
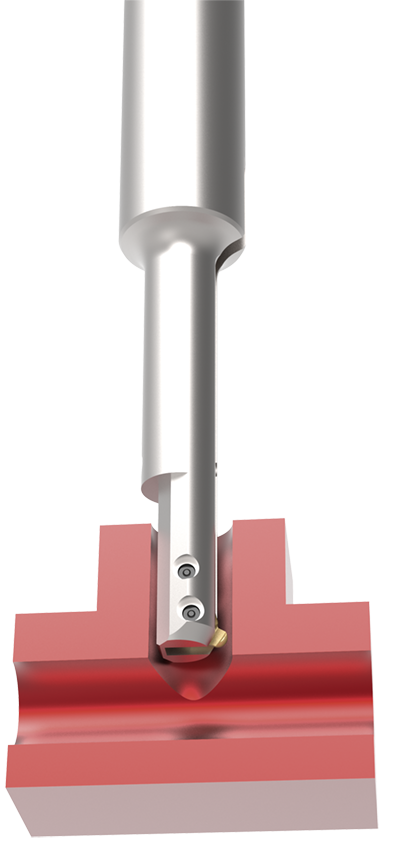
3) How does Heule’s COFA-X system remove cross-section burrs?
The Heule COFA deburring tool allows the cutter to move in the axial direction to follow the contour of the uneven bore edge. The new C-Series COFA-X geometry allows for extreme angles by preloading the insert at an approximately 30° angle to handle the extreme slope of the hole edge.
The cutters are only aggressive at the bore edge, therefore finished bores are never damaged due to the ground non-cutting ball that rides the hole. COFA-X is oriented and offset when entering the part, put back on center, then fed out of the part while rotating. While doing so, the uneven bore edge is deburred.
4) Why did Heule develop the system; what have results been for users?
Driven by customers’ needs for more reliable deburring methods and automation, Heule had to try to add additional capability to an already proven product line. There was no mechanical tooling on the market able to handle these extreme cross-hole situations. Abrasive balls, flapper wheels, and so on have been the only options in the past. These options are very limited in high-production and when dealing with sensitive, expensive finished parts.
5) Why should shops automate cross- section deburring?
In most cases, deburring should be automated if possible, but even more so for cross-hole deburring. The difficulty of removing cross-hole burrs manually is very real. Missed burrs are common because they can’t be seen or are hard to reach. This leads to time-consuming quality verification techniques; borescopes, special gages, etc.
In almost all cases it is easy justifying the machine time if the whole cost of deburring is considered.
For more info on our X-Bores line for overcoming complex cross hole challenges, visit the X-Bores product page. To find your local sales representative, visit the Locate Agent page.